


Vr设备外壳及其制作方法、以及vrdevice
Abstract
本发明公开一种VR设备外壳及其制作方法、以及VR设备。其中,所述VR设备外壳包括主体壳、盖壳及嵌件,所述盖壳盖合于所述主体壳,并围合形成与所述嵌件相适配的安装空间,所述嵌件设于所述安装空间内,所述嵌件包括至少一层气凝胶芯层。本发明的技术方案能够减轻VR设备外壳的重量,提升用户的佩戴舒适性。
Classifications
G02B27/0149 Head-up displays characterised by mechanical features
View 2 more classifications
CN112415751A
China
Download PDF Find Prior Art Similar
Other languages
Inventor
Current Assignee
Goertek Techology Co Ltd

Worldwide applications
2020 CN

Application CN202011368105.4A events
2020-11-30
Application filed by Goertek Techology Co Ltd
2020-11-30
2021-02-26
Status
Pending

Info
Priority and Related Applications
External links
Description
VR设备外壳及其制作方法、以及VRdevice
技术领域
本发明涉及VR设备技术领域,特别涉及一种VR设备外壳及其制作方法、以及VR设备。
背景技术
随着虚拟现实领域的逐渐发展,虚拟现实(Virtual Reality,VR)设备越来越受用户关注,尤其是头戴式VR设备的关注度与日俱增。VR设备外壳的材质通常为塑料,比如聚碳酸酯、聚酰胺、聚丙烯、丙烯-丁二烯-苯二烯共聚物等塑料。采用塑料材质制作的VR设备外壳重量较大,这往往会导致用户的佩戴舒适性较差。
发明内容
本发明的主要目的是提供一种VR设备外壳及其制作方法、以及VR设备,旨在减轻VR设备外壳的重量,提升用户的佩戴舒适性。
为实现上述目的,本发明提出的VR设备外壳,包括主体壳、盖壳及嵌件,所述盖壳盖合于所述主体壳,并围合形成与所述嵌件相适配的安装空间,所述嵌件设于所述安装空间内,所述嵌件包括至少一层气凝胶芯层。
可选的实施例中,所述气凝胶芯层的密度为0.0355g/cm3-0.2g/cm3;和/或,所述气凝胶芯层的厚度为0.4mm-1.6mm。
可选的实施例中,所述气凝胶芯层的材质为碳气凝胶、硅气凝胶、以气凝胶为基体的多孔泡沫材料中的至少一种。
可选的实施例中,所述嵌件还包括双向纤维预浸料层,所述双向纤维预浸料层设于所述气凝胶芯层的表面。
可选的实施例中,所述双向纤维预浸料层的面密度为70g/m2-300g/m2;和/或,所述双向纤维预浸料层的厚度为40μm-160μm。
可选的实施例中,所述双向纤维预浸料层中的纤维选用碳纤维、玻璃纤维、玄武岩纤维、芳纶纤维中的至少一种。
可选的实施例中,所述气凝胶芯层为一层,所述双向纤维预浸料层为两层,两层所述双向纤维预浸料层分别设于所述气凝胶芯层的两表面。
可选的实施例中,所述嵌件的密度为0.5g/cm3-0.6g/cm3;和/或,所述嵌件的厚度为所述VR设备外壳总厚度的40%至80%;和/或,所述嵌件的体积为所述VR设备外壳总体积的20%至60%。
可选的实施例中,所述外壳主体的材质选用聚碳酸酯、聚酰胺、聚丙烯、丙烯-丁二烯-苯二烯共聚物中的至少一种。
本发明还提出了一种VR设备外壳的制作方法,包括以下步骤:
制作嵌件,所述嵌件包括至少一层气凝胶芯层;
将所述嵌件放入注塑模具内,并向所述注塑模具中注射塑胶材料,所述塑胶材料包覆所述嵌件,注塑后得到VR设备外壳。
可选的实施例中,制作嵌件的步骤中,包括:
在所述气凝胶芯层的表面铺设双向纤维预浸料,得到料坯;
将所述料坯依次进行贴合和模压成型操作,固化后得到嵌件。
可选的实施例中,所述双向纤维预浸料为双向编制纤维层浸渍于预浸料胶液中制备而成,所述预浸料胶液选用环氧类树脂胶液、酚醛类树脂胶液、不饱和聚酯类树脂胶液的至少一种。
可选的实施例中,在所述气凝胶芯层的表面铺设双向纤维预浸料,得到料坯的步骤中,包括:
在所述气凝胶芯层的两表面分别铺设双向纤维预浸料,得到料坯。
本发明还提出了一种VR设备,所述VR设备包括如前所述的VR设备外壳。
本发明的技术方案,VR设备外壳包括主体壳、盖壳及嵌件,盖壳盖合于主体壳,二者围合形成与嵌件相适配的安装空间,嵌件设于安装空间内,嵌件包括至少一层气凝胶芯层。这里采用气凝胶基VR设备外壳,相较于纯采用塑料材质制作的VR设备外壳,可以有效地减轻VR设备外壳的重量,提升用户的佩戴舒适性。同时,采用气凝胶基VR设备外壳还具有较好的隔热和隔音效果。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
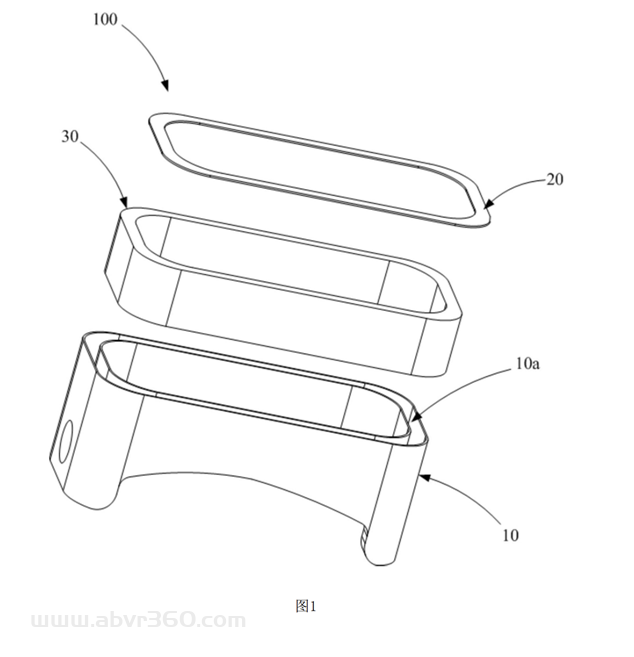
Figure1为本发明VR设备外壳一实施例的分解结构示意图;
Figure2为图1中嵌件的剖视结构示意图;
Figure3为图1中嵌件另一视角的剖视结构示意图;
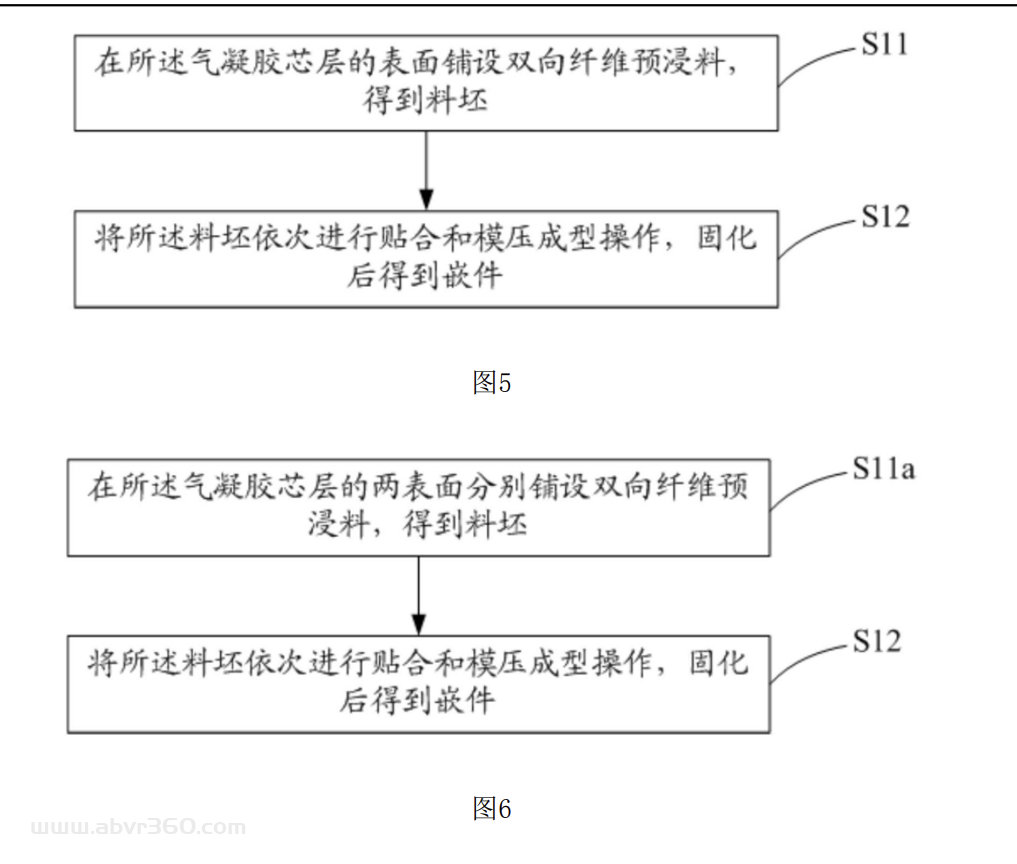
Figure4为本发明VR设备外壳的制作方法一实施例的步骤流程示意图;
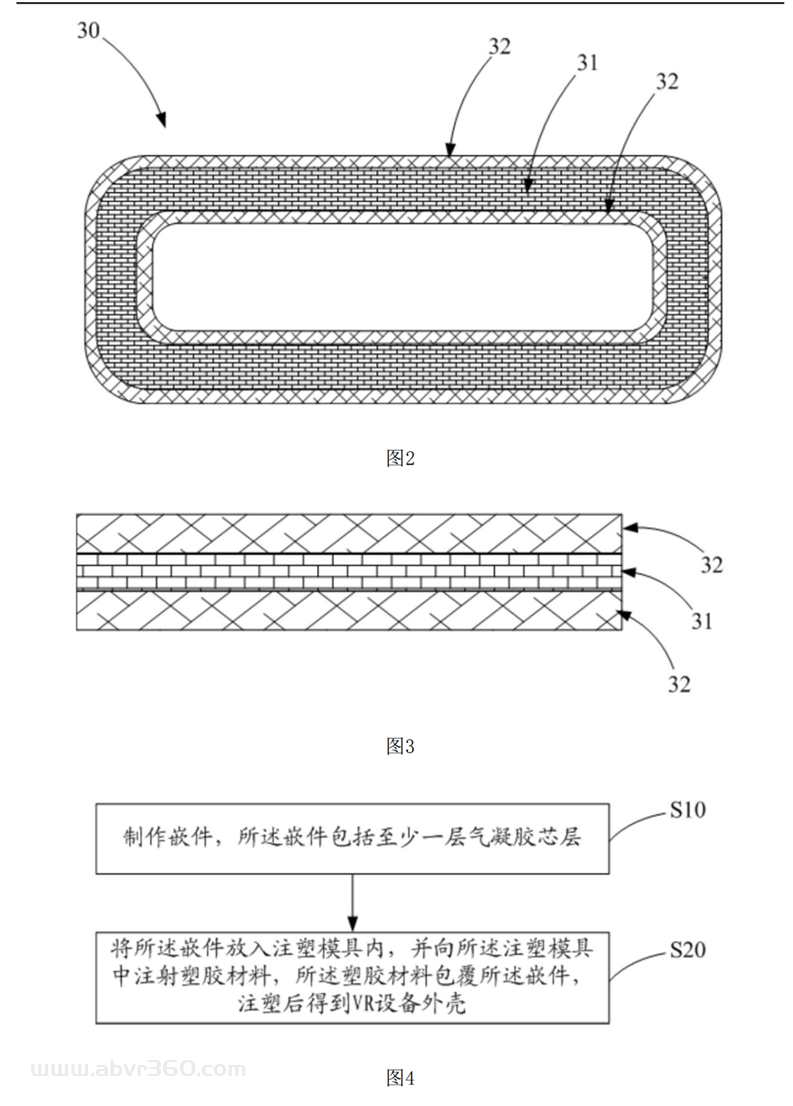
Figure5为图4中步骤S10一实施例的细化步骤流程示意图;
Figure6为图4中步骤S10另一实施例的细化步骤流程示意图。
附图标号说明:
|
标号 |
名称 |
标号 |
名称 |
|
100 |
VR设备外壳 |
30 |
嵌件 |
|
10 |
主体壳 |
31 |
气凝胶芯层 |
|
10a |
安装空间 |
32 |
双向纤维预浸料层 |
|
20 |
盖壳 |
||
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中如涉及"第一"、"第二"等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有"第一"、"第二"的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,"多个"的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
本发明提出一种VR设备外壳100,VR设备外壳100可选为VR头戴设备外壳。
参照图1和图2,在本发明VR设备外壳100一实施例中,VR设备外壳100包括主体壳10、盖壳20及嵌件30,盖壳20盖合于主体壳10,并围合形成与嵌件30相适配的安装空间10a,嵌件30设于安装空间10a内,嵌件30包括至少一层气凝胶芯层31。
气凝胶是一种比较轻的固体,其密度可达3.55kg/m3,仅为空气的2.75倍,主要有二氧化硅气凝胶和碳气凝胶,具有极低的折射率、热导率、介电常数,高比表面积,对气体的选择透过等性能,它的力学、声学、热学、光学及电学性能都明显不同于普通固体材料,是一种具有许多奇异性质和广泛应用的轻质纳米多孔材料。这里采用气凝胶基作为VR设备外壳100的嵌件30,嵌件30呈环状结构,主体壳10与盖壳20围合形成的安装空间10a亦呈环状结构,且安装空间10a与嵌件30相适配,将嵌件30嵌设于安装空间10a内,便可构成了VR设备外壳100,这样可以使得VR设备外壳100具有轻量化、隔热、隔音等优势。
需要说明的是,这里嵌件30、主体壳10及盖壳20结合为一体结构,即为VR设备外壳100,可选地,通过注塑工艺将嵌件30、主体壳10及盖壳20结合为一体结构。
可以理解的,本发明的技术方案,VR设备外壳100包括主体壳10、盖壳20及嵌件30,盖壳20盖合于主体壳10,二者围合形成与嵌件30相适配的安装空间10a,嵌件30设于安装空间10a内,嵌件30包括至少一层气凝胶芯层31。这里采用气凝胶基VR设备外壳100,相较于纯采用塑料材质制作的VR设备外壳100,可以有效地减轻VR设备外壳100的重量,提升用户的佩戴舒适性。同时,采用气凝胶基VR设备外壳100还具有较好的隔热和隔音效果。
可选的实施例中,气凝胶芯层31的密度为0.0355g/cm3-0.2g/cm3。采用该密度范围的气凝胶芯层31可以有效地减轻气凝胶芯层31的重量,从而有效地减轻VR设备外壳100的整体重量。比如,气凝胶芯层31的密度为0.0355g/cm3、0.1g/cm3、0.15g/cm3或0.2g/cm3。
可选的实施例中,气凝胶芯层31的厚度为0.4mm-1.6mm。采用该厚度范围的气凝胶芯层31,既可以有效地减轻VR设备外壳100的整体重量,又不会影响VR设备外壳100的整体厚度。比如,气凝胶芯层31的厚度为0.4mm、0.8mm、1.2mm或1.6mm。
可选的实施例中,气凝胶芯层的材质为碳气凝胶、硅气凝胶、以气凝胶为基体的多孔泡沫材料中的至少一种。这里碳气凝胶、硅气凝胶及以气凝胶为基体的多孔泡沫材料均为轻质材料,以此为嵌件均可有效地减轻VR设备外壳100的整体重量,在选用气凝胶芯层时,其材质可选用其中的一种或多种混合物。
可选的实施例中,嵌件30还包括双向纤维预浸料层32,双向纤维预浸料层32设于气凝胶芯层31的表面。
这里双向纤维预浸料层32可以设置气凝胶芯层31的任意一表面,可以对气凝胶芯层31起到保护作用,有效地提高嵌件30的抗开裂性和抗冲击性。需要说明的是,双向纤维预浸料层32是采用将双向纤维编织布浸渍在热固性树脂胶液中制备而成,其抗冲击性能良好。
可选的实施例中,双向纤维预浸料层32中的纤维选用碳纤维、玻璃纤维、玄武岩纤维、芳纶纤维中的至少一种。这里碳纤维、玻璃纤维、玄武岩纤维及芳纶纤维均为高强纤维,其抗冲击性能较好,在使用时可选用这些高强纤维中的一种或多种混合。
可选的实施例中,双向纤维预浸料层32的面密度为70g/m2-300g/m2,该面密度范围的双向纤维预浸料层32,可以有效减轻嵌件30的重量,从而减轻VR设备外壳100的重量,同时也赋予嵌件30低密度、高比模量、高强度的性能。比如,双向纤维预浸料层32的面密度为70g/m2、100g/m2、150g/m2、200g/m2或300g/m2。
可选的实施例中,双向纤维预浸料层32的厚度为40-160μm。采用该厚度范围的双向纤维预浸料层32,既可以保证较好的抗冲击性能,又不会影响VR设备外壳100的整体厚度。比如,双向纤维预浸料层32的厚度为40μm、80μm、120μm或160μm。
参照图2,在本发明的一实施例中,气凝胶芯层31为一层,双向纤维预浸料层32为两层,两层双向纤维预浸料层32分别设于气凝胶芯层31的两表面。
本实施例中,嵌件30包括一层气凝胶芯层31和两层双向纤维预浸料层32,两层双向纤维预浸料层32分别设于气凝胶芯层31的两表面,如此的结构,可以大幅度地提升嵌件30的抗开裂性能,从而保证了VR设备外壳100的使用寿命。
需要说明的是,在包含两层双向纤维预浸料层32的嵌件30时,两层双向纤维预浸料层32的材质可以相同,比如两层双向纤维预浸料层32均采用双向碳纤维预浸料层;当然其材质也可以不同,在此不作限制,均在本发明的保护范围之内。
通过调整气凝胶芯层31和双向纤维预浸料层32的密度,可以得到不同密度的嵌件30。可选的实施例中,嵌件30的密度为0.5g/cm3-0.6g/cm3。该嵌件30轻质且强度较高,其最低密度可达到0.5g/cm3,可以有效地减轻VR设备外壳100的重量。
进一步地,通过调整气凝胶芯层31和双向纤维预浸料层32的厚度,可以得到不同厚度的嵌件30。可选的实施例中,嵌件30的厚度为VR设备外壳100总厚度的40%至80%,采用该厚度范围的嵌件30可以有效地减轻VR设备外壳100的重量,比如,设计嵌件30的厚度为VR设备外壳100总厚度的40%、50%、60%、70%或80%。
进一步地,通过调整气凝胶芯层31和双向纤维预浸料层32的体积,可以得到不同体积的嵌件30。可选地,嵌件30的体积为所述VR设备外壳100总体积的20%至60%。采用该体积范围的嵌件30可以有效地减轻VR设备外壳100的重量,比如,设计嵌件30的体积为VR设备外壳100总体积的20%、30%或60%。
可选地,外壳主体的材质选用聚碳酸酯(PC)、聚酰胺(PA)、聚丙烯(PP)、丙烯-丁二烯-苯二烯共聚物(ABS)中的至少一种。嵌件30表面的双向纤维预浸料层32与这些塑胶材料具有较好的结合力,从而能保证VR设备外壳100的整体稳固性和可靠性。
本发明还提出一种VR设备外壳100的制作方法,用于制作如前所述的VR设备外壳100。
参照图4,在本发明VR设备外壳100的制作方法一实施例中,VR设备外壳100的制作方法包括以下步骤:
步骤S10,制作嵌件30,所述嵌件30包括至少一层气凝胶芯层31;
步骤S20,将所述嵌件30放入注塑模具内,并向所述注塑模具中注射塑胶材料,所述塑胶材料包覆所述嵌件30,注塑后得到VR设备外壳100。
本发明采用注塑工艺将嵌件30、主体壳10及盖壳20结合为一体结构,即为VR设备外壳100,这里主体壳10和盖壳20的材料均为塑胶材料,可选为聚碳酸酯、聚酰胺、聚丙烯、丙烯-丁二烯-苯二烯共聚物中的一种或多种,并包覆于嵌件30的表面。采用该工艺步骤制作VR设备外壳100,操作较为简单,且得到的VR设备外壳100结构较为牢固,密度较低,质量较轻,且其比模量和强度较高。
需要说明的是,注塑成型的产品通常经过一系列的后处理,得到用户需求的VR设备外壳100,其后处理操作包括:表面喷涂、UV高光处理、AF、镭雕、喷砂等表面处理。之后经检验合格后包装即可。
参照图2、图3及图5,在本发明的一实施例中,制作嵌件30的步骤中,包括:
步骤S11,在所述气凝胶芯层31的表面铺设双向纤维预浸料,得到料坯;
步骤S12,将所述料坯依次进行贴合和模压成型操作,固化后得到嵌件30。
具体地,在气凝胶芯层31表面铺设一层双向纤维预浸料,双向纤维预浸料为双向编制纤维层浸渍于预浸料胶液中制备而成,双向编制纤维层的纤维类型可选用碳纤维、玻璃纤维、玄武岩纤维、芳纶纤维等高强纤维,预浸料的厚度为0.4mm-1.6mm,将上述结构料坯放入贴合机内进行预压合,之后放入模具中进行模压成型,成型后固化,便可得到嵌件30。该操作简单且有效,且制作而成的嵌件30抗开裂性能较好。可以理解的,本实施例中,嵌件30包括气凝胶芯层31和设于气凝胶芯层31表面的双向纤维预浸料层32。
可选的实施例中,预浸料胶液选用环氧类树脂胶液、酚醛类树脂胶液、不饱和聚酯类树脂胶液的至少一种。需要说明的是,由于每一种胶液的固化参数不同,在进行模压成型过程中,可以根据相应胶液最佳固化参数来设定相应的工艺参数,从而得到密度较小的嵌件30。
进一步地,参照图6,步骤S11,在所述气凝胶芯层31的表面铺设双向纤维预浸料,得到料坯的步骤中,包括:
步骤S11a,在所述气凝胶芯层31的两表面分别铺设双向纤维预浸料,得到料坯。
这里在气凝胶芯层31的两表面分别铺设一层双向纤维预浸料,两层双向纤维预浸料的材质可以相同,也可以不同,在此不作限制。如此的操作,可以大幅度地提升嵌件30的抗开裂性能,从而保证了VR设备外壳100的使用寿命。可以理解的,本实施例中,嵌件30包括一层气凝胶芯层31和两层双向纤维预浸料层32,两层双向纤维预浸料层32分别设于气凝胶芯层31的两表面,并通过贴合固化结合为一体结构,即为嵌件30。
本发明还提出一种VR设备,所述VR设备包括如前所述的VR设备外壳100,该VR设备外壳100的具体结构参照前述实施例。由于VR设备采用了前述所有实施例的全部技术方案,因此至少具有前述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
本发明VR设备可选用VR头戴设备,比如VR眼镜、VR头盔等。
下面通过具体实施例对本发明VR设备外壳100及其制作方法进行详细说明。
实施例,VR头戴设备外壳通过以下步骤制作得到:
(1)制作嵌件30:将双向碳纤维预浸料、气凝胶芯层31及双向碳纤维预浸料层叠结构模压成型得到三层复合结构的嵌件30,嵌件30的密度为0.5g/cm3。
(2)制作VR头戴设备外壳:主体壳10和盖壳20均选用PC材料,密度为1.2g/cm3,通过注塑工艺将主体壳10、嵌件30及盖壳20制作为一体结构,即为VR设备外壳100。其中,嵌件30厚度为VR设备外壳100总厚度的80%,宽度到鼻梁部位,测得体积为VR设备外壳100总体积的47%。
分别对本实施例制作的VR设备外壳100和纯PC材质外壳进行重量检测,检测结果显示,相较于纯PC材质外壳,该VR设备外壳100总体重量降低了30%,且前端质量较轻,可以降低对鼻梁压迫及前倾倾向,用户的佩戴舒适感明显得到了提升。同时,经过试验检测,该VR设备外壳100的拉伸模量大于20GPa,说明本发明的VR设备外壳100具有较好的拉伸模量,使用寿命较长。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
